![<?echo $_SERVER['SERVER_NAME'];?>](/template/twentyseventeen/skin/images/header.jpg)
Machine vision has long been used in industrial automation systems to improve production quality and yield by replacing traditional manual inspections. From pick and place, object tracking to metering, defect detection and more, visual data can be used to improve overall system performance by providing simple pass-through information or closed-loop control loops.
The use of vision is not only in the field of industrial automation; we have also seen a large number of applications in the daily life of cameras, such as computers, mobile devices, especially in automobiles. The camera was only introduced into the car a few years ago, but now the car is already equipped with a large number of cameras to provide the driver with a complete 360° view of the vehicle.
But when it comes to the biggest technological advances in machine vision, it may always be processing power. As processor performance doubles every two years and continues to focus on parallel processing technologies such as multicore CPUs, GPUs, and FPGAs, vision system designers can now apply highly sophisticated algorithms to visual data and create smarter systems. .
The development of processing technology has brought new opportunities, not just smarter or more powerful algorithms. Let's take a look at an application case that adds visual functionality to a manufacturing machine. These systems have traditionally been designed as a network of intelligent subsystems that form a collaborative distributed system that allows modular design (see Figure 1).
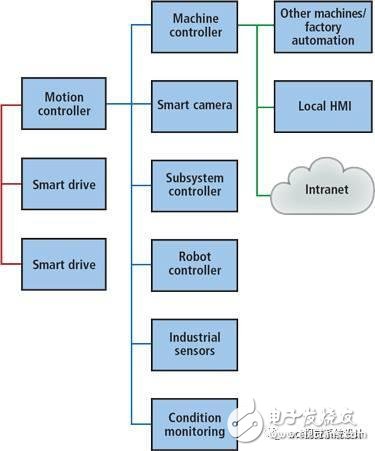
Figure 1: Intelligent subsystem network designed to form a collaborative distributed control system. This system allows modular design, but using this hardware-centric approach can lead to performance bottlenecks.
However, as system performance increases, this hardware-centric approach can be difficult because these systems are typically coupled using a mix of time-critical and non-time-critical protocols. Connecting these different systems together through various communication protocols can lead to bottlenecks in latency, determinism, and throughput.
For example, if a designer attempts to develop an application using this distributed architecture and must maintain tight integration between visual and motion systems, such as those required in visual servoing, then it may encounter major failures due to lack of processing power. Performance challenges. In addition, since each subsystem has its own controller, this actually reduces processing efficiency.
Finally, due to this hardware-centric distributed approach, designers have to use different design tools to design specific vision software for each subsystem in the vision system, as well as motion-specific software for motion systems. This is especially challenging for smaller design teams because a small team or even an engineer needs to be responsible for many parts of the design.
- 2 In 1 USB Flash Drive
USB 3.1 & Type-C interface, support for Mobile Phones and Computers.
- Small Size / Strong Performance
Plug and play, instantly expand device capacity, Easily solve the memory shortage problem.
- Strong Waterproof & Shockproof
Using domestic UDP technology, safe, waterproof and shockproof, take out and dry immediately after dropping into the water.
- High Speed Transimission
Effectively save file transfer time and greatly increase work efficiency.
Note: The USB Flash Drive supoort Type C and OTG, Only for type C interface phone, do not support Non-type C interface Huawei-and-Xiaomi phone.
Type-C Usb Flash Disk,Key Ring Rotatable U Disk,Type-C Mobile Phone Usb U Disk,Portable 2 In 1 Memory Sticks
MICROBITS TECHNOLOGY LIMITED , https://www.hkmicrobits.com